在鋼筋連接領域,傳統焊接方式長期占據主導地位。然而,隨著施工效率、結構安全和環保要求的不斷提高,焊接工藝的局限性日益凸顯。作為鋼筋套筒廠家,我們觀察到,越來越多的工地已經開始轉向機械連接這一更高效、更安全的“快接”技術。

?一、焊接方式面臨淘汰
電渣壓力焊、閃光對焊等傳統焊接方式,存在施工速度慢、質量受天氣和人員技能影響大、安全隱患多等問題。焊接過程中產生的煙塵、弧光不僅污染環境,也不利于工人健康。
根據住建部發布的《房屋建筑和市政基礎設施工程禁止和限制使用技術目錄(第二批)》,自2025年8月起,直徑20mm及以上、12mm以下的鋼筋連接,不得使用電渣壓力焊,并明確推薦采用機械連接。這一政策標志著焊接方式正加速退出主流應用。
二、鋼筋套筒連接的優勢
相比焊接,鋼筋套筒機械連接在多個方面具有明顯優勢:
接頭強度高
機械連接接頭(如直螺紋套筒)的抗拉強度可達到鋼筋母材標準值的1.1倍以上,實現等強或超強連接,結構安全更有保障。
施工速度快
絲頭可在工廠提前加工,現場只需將鋼筋與套筒擰緊即可。無需等待冷卻,不受雨雪天氣影響,顯著縮短工期。
質量穩定可控
采用扭矩扳手等工具進行標準化操作,接頭質量離散性小,避免了焊接中人為因素的影響。外露絲扣控制在2扣以內,質量易于檢驗。
節能環保
無明火、無煙塵、低噪音,符合綠色施工要求。每萬平方米裝配式建筑可減少建筑垃圾約400噸,降低碳排放20至60噸。
三、標準施工流程
規范的直螺紋套筒連接施工包括以下步驟:
鋼筋下料 → 端部切平(垂直度≤3°)→ 剝肋滾軋加工螺紋 → 通止規檢驗(合格率≥95%)→ 套筒安裝(先擰入一端至標記線)→ 扭矩扳手擰緊 → 質量驗收(外觀、扭矩復核,抽樣進行單向拉伸試驗)
關鍵質量控制點:鋼筋端部不得有馬蹄形或油污;螺紋加工須使用校準后的滾絲機;安裝后外露絲扣不超過2扣;每500個接頭為一批,隨機抽取3個試件做拉伸試驗。
四、如何選擇鋼筋套筒廠家?
施工單位在選擇鋼筋套筒廠家時,建議從以下四個方面評估:
資質審查:查驗廠家是否具備完整的資質證書及型式檢驗報告,產品應符合《鋼筋機械連接用套筒》(JG/T 163)和《鋼筋機械連接技術規程》(JGJ 107)的要求。
工程案例:了解廠家是否有大型或重點工程的應用經驗,成熟案例是質量可靠的重要參考。
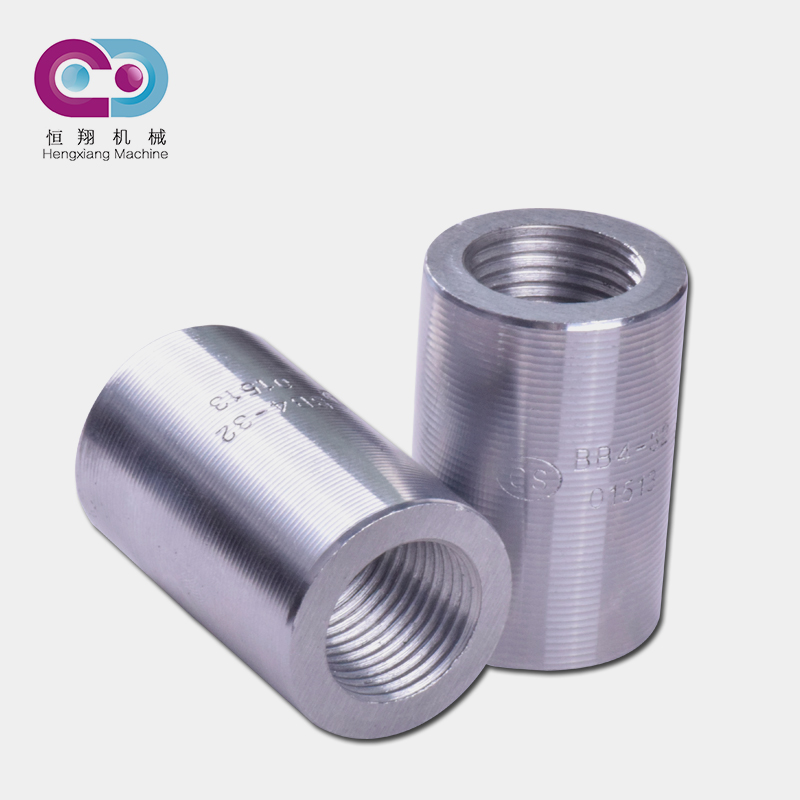
產品質量:檢查套筒材質(通常為45號優質碳素結構鋼或無縫鋼管)、尺寸公差(外徑允許偏差±0.5mm)及螺紋精度,確保與鋼筋規格匹配。
技術服務:優秀廠家不僅能提供合格產品,還應配備專業技術團隊,提供現場指導和售后支持。
隨著住建部新規的落地實施,鋼筋連接技術正加速從焊接向機械連接轉型升級。鋼筋套筒機械連接憑借高效、穩定、安全的優勢,已成為各地工地的首選“快接”方案。選擇可靠的鋼筋套筒廠家并嚴格按規范施工,是保障工程質量與進度的關鍵。
五、參考行業標準:
JGJ 107-2016《鋼筋機械連接技術規程》
JG/T 163-2013《鋼筋機械連接用套筒》
GB 50204-2015《混凝土結構工程施工質量驗收規范》